Comme Promis, je vous envoi ce tuto

specially for you concernant les differentes modifications que vous pouvez apporter à un cric de voiture ou camion afin de vous permettre de fabriquer ou d'améliorer votre presse d'atelier.
Cette transformation, pour certains ne semble pas necessaire et utilisent le cric dans sa position de conception c'est à dire tige en haut. Personnellement d'un point de vue technique le vérin pour une presse hydraulique qui travaille tige en bas offre plus d'avantages . Le guidage de la poussée, un gain de hauteur et l'environnement autour de la tête de poussée selon l'utilisation. ce n'est bien sur que mon point de vue.
Tout d'abord une petit peu de technique image à l'appui.
[/url
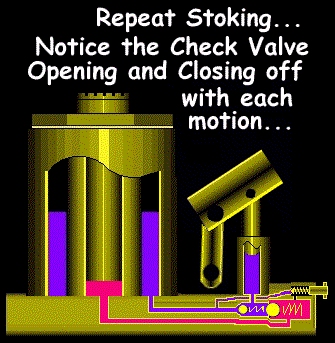
Sur ce schéma de principe, on remaque que le vérin fonctionne en gravité ( tout ce qui monte doit redescendre

).
Le fluide stocké dans le bas du verin ou chambre de stockage est aspiré lorsque l'on actionne le bras de levier vers le haut(violet) puis est refoulé (rose) dans la chambre de poussée de la tige lorsque on actionne le bras de levier vers le bas. Pour faire rentrer la tige, il faut deverouiller la vis (de by pass) et exercer une pression sur la partie haute de la tige pour que le fluide puisse retourner dans la chambre de stockage. C'est un vérin dit à "simple effet".
Si l'on retourne le vérin le fluide de la chambre de stockage se déplace laissant la place à de l'air et le fluide ne peut plus être
aspiré. La modification va donc consister à faire en sorte quil y ait toujours du fluide dans la zone d'aspiration.
Maintenant place à l'intervention chirurgicale, alors tout le monde à vos scalpels!
Voici le cric que j'ai dégoté sur A Beille pour la modique somme de 65.00 pelles port compris (in Corsica). bon produit avec des gens plus que corrects et sympas.

.
On bloque solidement la base du cric puis on devisse l'écrou à l'aide d'une clé à griffe. Le dévissage semble résistant et c'est normal 1. le pas est fin 2. l'étancheïté est assuré par un joint torique 3. il tourne autour d'un joint spi autour de la tige.

Une fois l'écrou de tête enlevé on va vider le vérin de son fluide hydraulique en le renversant dans un bac propre pour pouvoir le réutiliser par la suite.

Une fois le vérin vidé de son contenu on peut enlever le tube exterieur, un petit coup de maillet latéral sera peut être nécessaire pour le decoller de sa base, prenez soin de ne pas abimer le joint de siège.

Nous voilà enfin à la partie qui nous interesse.
Je pointe avec le tournevis l'orifice d"aspiration qu'il faut modifier. Cet orifice est d'un diamètre de 4mm. Il va falloir y loger un tube dont le diamètre intèrieur va devoir faire 4 mm, il faut refaire le percage de l'orifice au diamiètre exterieur du tube que vous trouverez et qui fera minimum 4mm intêrieur

pas plus petit!

On perce.
Dans mon cas j'ai percé au diamètre 6 mm car je me suis procuré une chute de tube de plomberie cuivre en 4/6 (4 mm à l'intèrieur 6mm à l'exterieur)

On présente le tube

Maintenant j'ai pris soin d'enlever les limailles de perçages avec un aspirateur et j'ai nettoyé à l'acétone l'orifice.
j'emmanche le tube avec un produit d'étanchéité. Tube de 6 trou de 6, produit d'étanchéité un petit coup de marteau histoire de le faire rentrer de 3 mm ( attention, pas au fond en butée)
vous laissez sécher 24 heures, le temps de se tiser quelques

et de se remettre de ses émotions.

Le tube est en place pour la longueur, je l'ai coupé au ras du filetage du corps .

Fin de 1ère Partie.
Je vous prépare la suite pour ce soir.C'est pas tout mais mon bitza m'attend il ne va pas se fabriquer tout seul.
Le meilleur reste à venir.




































